




Сценарии использования шнековых конвейеров на заводах по переработке органических отходов
2026-05-25
- Почему шнековые конвейеры стали критическим звеном в переработке органики
- Сценарий первый: Подача предварительно обработанных отходов в биореакторы
- Сценарий второй: Интеграция с системами выращивания личинок мухи чёрного льва
- Технические параметры и ошибки подбора оборудования
- Энергоэффективность и автоматизация процессов
- Гигиена, безопасность и соответствие стандартам
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему шнековые конвейеры стали критическим звеном в переработке органики
В нашей практике эксплуатации линий по утилизации пищевых отходов мы столкнулись с парадоксальной ситуацией: самое дорогое и технологичное оборудование — биореакторы для разведения личинок мухи чёрного льва или установки анаэробного сбраживания — часто простаивает из-за банального сбоя на этапе транспортировки сырья. Когда влажная, липкая масса кухонных отходов застревает в ленточном конвейере или забивает ковшовый элеватор, весь цикл биоконверсии останавливается. Именно здесь Интеллектуальное многоярусное оборудование для выращивания чёрной львинки демонстрирует свое превосходство, но только при условии, что подача субстрата осуществляется надежными шнековыми системами. Шнек (винтовой конвейер) — это не просто труба с вращающимся валом; это герметичный насос для твердых сред, способный работать там, где другие механизмы сдаются под воздействием агрессивной среды и высокой влажности.
Мы наблюдаем, как предприятия, игнорирующие специфику транспортировки органики, теряют до 15% производительности только на этапах перегрузки материала. Ленточные конвейеры требуют частой мойки, создают зоны скопления бактерий и неприятных запахов, а цепные скребки быстро изнашиваются от абразивных частиц в пище. Шнековая технология решает эти проблемы за счет закрытого корпуса и принципа вытеснения материала. Однако слепая установка первого попавшегося шнека приводит к другим катастрофам: уплотнению массы до состояния монолита, механическому повреждению личинок или чрезмерному энергопотреблению. В этой статье мы разберем реальные сценарии использования шнековых конвейеров на заводах переработки, опираясь на данные наших проектов и технические стандарты ГОСТ и ISO.
Сценарий первый: Подача предварительно обработанных отходов в биореакторы
Первый и самый массовый сценарий — это транспортировка измельченной и обезвоженной органической массы от узлов предварительной подготовки непосредственно в камеры ферментации или ярусы выращивания личинок. Здесь ключевую роль играет консистенция материала. После прохождения через дробилки и шнековые пресса влажность отходов обычно составляет 60–70%. Такая масса обладает высокой адгезией (липкостью) и склонностью к самоуплотнению. Если использовать стандартный шнек с постоянным шагом витка, материал начнет спрессовываться у выходного отверстия, создавая эффект “пробки”. Двигатель выйдет на предельный ток, редуктор получит критическую нагрузку, а линия встанет.
В решениях, которые реализует ООО Чжэнчжоу Фуя Экологическое Оборудование, мы применяем шнеки с переменным шагом витка или конические валы для таких участков. Уменьшение шага по направлению к разгрузке позволяет мягко уплотнять поток, предотвращая образование пустот, но без создания избыточного давления, которое могло бы заблокировать движение. Для заводов, работающих с большими объемами кухонных отходов, критически важно учитывать угол наклона конвейера. При угле более 20 градусов эффективность заполнения витков падает на 30–40%, что требует увеличения диаметра трубы или скорости вращения. Мы рекомендуем держать угол наклона в пределах 10–15 градусов для влажной органики, чтобы обеспечить стабильную подачу без проскальзывания массы.
Особое внимание следует уделить материалу исполнения. Органические отходы содержат соли, кислоты и влагу, что создает идеальную среду для коррозии. Использование обычной конструкционной стали St3sp приведет к сквозной коррозии корпуса уже через 12–18 месяцев интенсивной эксплуатации. Наши специалисты настаивают на использовании нержавеющей стали марки AISI 304 для всех контактирующих частей, а для особо агрессивных сред (например, при переработке отходов рыбоперерабатывающих заводов) — стали AISI 316L. Это не просто вопрос долговечности; это требование санитарных норм. Ржавчина, попадающая в корм для личинок или в биоудобрения, делает конечный продукт непригодным для продажи и нарушает стандарты безопасности.
В одном из наших проектов в Северо-Западном регионе клиент попытался сэкономить, установив шнек из углеродистой стали с покраской. Через полгода работы в среде с повышенной влажностью и содержанием сероводорода защитное покрытие отслоилось, начались утечки жиросодержащей жидкости. Это привело не только к поломке оборудования, но и к штрафам со стороны экологических служб за загрязнение пола цеха. Замена узла на исполнение из нержавеющей стали решила проблему навсегда. При проектировании линии всегда закладывайте запас по мощности двигателя не менее 20% от расчетной нагрузки на чистую воду, так как реальная плотность органической кашицы может колебаться в зависимости от сезона и состава поступающих отходов.
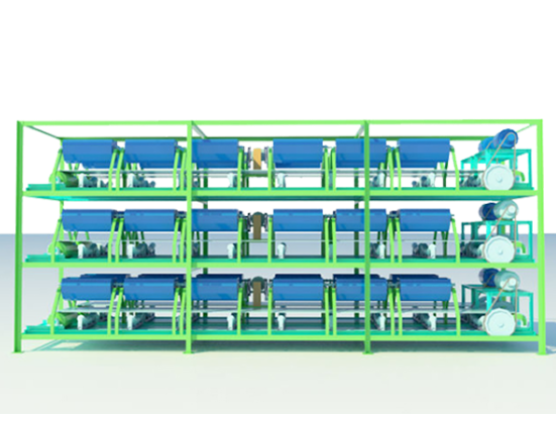
Сценарий второй: Интеграция с системами выращивания личинок мухи чёрного льва
Наиболее технологически сложный этап — это работа в связке с модулями биоконверсии. Здесь Интеллектуальное многоярусное оборудование для выращивания чёрной львинки предъявляет жесткие требования к точности дозирования и бережности транспортировки. Личинки (преимаго) — это живой организм. Грубое механическое воздействие, такое как удар о стенки трубы или сдавливание между витком и корпусом, приводит к травмированию личинок, снижению их активности и, как следствие, к падению эффективности переработки отходов. Травмированная личинка ест меньше, растет медленнее и может стать источником инфекции для всей колонии.
Для подачи субстрата на ярусы с личинками мы используем тихоходные шнековые конвейеры с увеличенным диаметром вала и уменьшенной частотой вращения. Скорость перемещения массы не должна превышать 0,3–0,4 м/с. Это позволяет сохранить структуру кормовой базы и минимизировать стресс для личинок при выгрузке. Важно также обеспечить равномерность распределения слоя. Если шнек выгружает материал кучей, личинки в центре кучи начинают перегреваться из-за экзотермической реакции ферментации, что ведет к их гибели. Поэтому на выходе из шнека часто устанавливаются распределительные коробки или планчатые рассеиватели, которые формируют ровный слой толщиной 5–7 см.
Другой аспект — это выгрузка готовой продукции. После завершения цикла биоконверсии смесь фракций (личинки + биоудобрение) должна быть аккуратно транспортирована на узел сепарации. На этом этапе материал становится более сыпучим, но сохраняет высокую абразивность из-за наличия хитиновых оболочек и частиц грунта. Здесь эффективно работают шнеки с усиленными витками, наплавленными твердым сплавом, или выполненные из износостойкой стали Hardox. Компания ООО Чжэнчжоу Фуя Экологическое Оборудование включает в свои комплексные линии специализированные шнековые питатели, которые синхронизируются с работой вибрационных сит. Это позволяет автоматически регулировать скорость подачи смеси на сепаратор в зависимости от его загруженности, предотвращая завалы и простои.
Мы фиксировали случаи, когда неправильный выбор типа шнека для выгрузки приводил к разделению фракций еще до сепаратора: тяжелые личинки оседали внизу потока, а легкое биоудобрение уходило наверх. Это нарушало работу оптических сепараторов и снижало чистоту финального белка. Решение заключалось в установке шнека с центральной трубой, которая перемешивает поток во время транспортировки, гомогенизируя смесь перед подачей на разделение. Такой подход требует тщательного расчета геометрии витка, но окупается за счет повышения выхода товарной продукции на 8–12%.
Технические параметры и ошибки подбора оборудования
При выборе шнекового конвейера для переработки отходов большинство закупщиков смотрят только на производительность в тоннах в час. Это грубая ошибка. Для органики решающими являются три параметра: коэффициент заполнения желоба, шаг винта и зазор между витком и трубой. Для сухих сыпучих материалов коэффициент заполнения может достигать 0,45, но для влажных, липких пищевых отходов он не должен превышать 0,25–0,30. Превышение этого значения ведет к тому, что материал не успевает перемещаться вдоль оси, а начинает вращаться вместе с валом, превращая конвейер в бесполезную мешалку.
Зазор между краем витка и внутренней стенкой трубы — еще одна критическая точка. В стандартных промышленных шнеках этот зазор составляет 6–8 мм. Для переработки отходов, где возможны попадания костей, камней или металлических предметов (ложек, вилок), такой зазор опасен. Попавший предмет заклинит вал, что приведет к обрыву цепи привода или сгоранию двигателя. Мы рекомендуем использовать шнеки с увеличенным зазором (до 10–12 мм) или оснащать их системами автоматического реверса при превышении момента сопротивления. Кроме того, наличие смотровых лючков каждые 1,5–2 метра длины обязательно для оперативной очистки и инспекции состояния витков.
Приводная станция также требует особого внимания. Прямое подключение двигателя к редуктору через муфту часто недостаточно. Для тяжелых условий запуска, характерных для заполненных органикой шнеков, необходима установка гидродинамической муфты или частотного преобразователя (ЧРП). ЧРП позволяет реализовать плавный пуск, постепенно наращивая крутящий момент, что снижает пиковые нагрузки на механическую часть в 2–3 раза. В нашей практике был случай, когда на объекте мощностью 5 тонн в час отказывали редукторы каждые два месяца из-за ударных нагрузок при пуске. Установка частотного преобразователя полностью исключила эти поломки, продлив срок службы механики до нормативных 5–7 лет.
| Параметр | Стандартное решение (для зерна/песка) | Рекомендуемое решение (для органических отходов) | Последствия игнорирования |
|---|---|---|---|
| Материал корпуса | Углеродистая сталь (St3sp) | Нержавеющая сталь (AISI 304/316) | Коррозия, нарушение саннорм, загрязнение продукта |
| Коэффициент заполнения | 0,40 – 0,45 | 0,25 – 0,30 | Заклинивание вала, вращение массы вместе со шнеком |
| Тип привода | Прямой пуск / Звезда-Треугольник | Частотный преобразователь (VFD) | Обрыв цепей, износ редуктора при пуске под нагрузкой |
| Шаг витка | Постоянный (равный диаметру) | Переменный или уменьшенный к выгрузке | Чрезмерное уплотнение, образование пробок |
| Подшипниковые узлы | Вынесены за пределы корпуса | Герметичные, вынесенные далеко от зоны контакта | Попадание влаги и абразива в подшипник, быстрый выход из строя |
Энергоэффективность и автоматизация процессов
Современный завод по переработке отходов не может существовать без интеграции в единую систему управления (SCADA). Шнековые конвейеры в составе линий Интеллектуальное многоярусное оборудование для выращивания чёрной львинки должны иметь обратную связь с датчиками уровня в бункерах и приемных камерах. Автоматика должна регулировать скорость вращения шнека в реальном времени: если бункер наполняется медленно, шнек снижает обороты, экономя электроэнергию и уменьшая износ. Если возникает затор на следующем этапе, шнек должен автоматически остановиться, чтобы избежать переполнения и разлива массы.
Энергопотребление шнековых транспортеров составляет значительную долю в операционных расходах (OPEX) предприятия. Правильно подобранный двигатель с классом энергоэффективности IE3 или IE4 в сочетании с оптимальным передаточным числом редуктора позволяет снизить потребление энергии на 15–20% по сравнению с устаревшими моделями. Однако главная экономия достигается не за счет электричества, а за счет сокращения простоев. Каждая минута остановки линии из-за забившегося шнека означает потерю тонн сырья, которое начинает портиться, выделяя метан и сероводород. Надежность транспорта напрямую влияет на экологическую безопасность всего объекта.
Мы внедряем системы мониторинга вибрации на подшипниковых узлах длинных шнеков. Рост вибрации часто является первым признаком дисбаланса вала, попадания постороннего предмета или износа промежуточных опор. Раннее обнаружение этих симптомов позволяет провести обслуживание в плановом порядке, избегая аварийных остановок производства. Для предприятий, работающих в круглосуточном режиме, такая предиктивная аналитика является обязательным элементом стратегии технического обслуживания.
Гигиена, безопасность и соответствие стандартам
Работа с органическими отходами регламентируется строгими санитарными правилами. Шнековый конвейер должен быть сконструирован таким образом, чтобы исключить любые зоны застоя материала, где могут размножаться патогенные бактерии. Конструкция должна обеспечивать возможность полной дренажа остатков жидкости после остановки. Наклонные участки труб должны иметь сливные клапаны в нижних точках. Крышки люков должны плотно прилегать, используя силиконовые уплотнители, устойчивые к жирам и моющим средствам, чтобы предотвратить распространение запахов и проникновение насекомых извне.
Безопасность персонала — приоритет номер один. Вращающиеся части шнека представляют серьезную опасность. Все приводные узлы, муфты и открытые участки вала должны быть закрыты сплошными защитными кожухами, которые невозможно снять без специального инструмента. Система блокировки (Lockout/Tagout) должна отключать питание при открытии любого сервисного люка. В наших проектах мы соблюдаем требования директив машинного оборудования (аналог CE в Европе или Технических регламентов Таможенного союза ТР ТС 010/2011), гарантируя, что оборудование безопасно для операторов даже при нештатных ситуациях.
Сертификация оборудования подтверждает не только безопасность, но и соответствие заявленным характеристикам. Наличие сертификатов ISO 9001 у производителя говорит о налаженной системе контроля качества, что критически важно для сложного технологического оборудования. При заказе линии переработки требуйте паспорт на каждый узел, где указаны материалы исполнения, мощность двигателя и результаты заводских испытаний. Это ваш главный документ при взаимодействии с надзорными органами и при гарантийном обслуживании.
Часто задаваемые вопросы
Какой максимальный угол наклона допустим для шнекового конвейера при транспортировке влажных пищевых отходов?
Для влажных, липких органических масс с влажностью выше 60% максимальный рекомендуемый угол наклона составляет 15 градусов. При превышении этого значения эффективность транспортировки резко падает из-за обратного скольжения материала. Если технологическая схема требует подъема на большую высоту, необходимо использовать каскад из нескольких коротких шнеков с промежуточными бункерами или применить специальную конструкцию шнека с уменьшенным шагом и повышенной частотой вращения, хотя это увеличивает риск повреждения структуры продукта.
Как часто нужно проводить очистку шнека от налипающих отложений?
Частота очистки зависит от состава отходов и конструкции шнека. При использовании шнеков с полированными внутренними поверхностями из нержавеющей стали и правильной скоростью вращения, профилактическая очистка требуется не чаще одного раза в смену (8–12 часов). Однако, если в отходах много жиров, которые застывают при охлаждении, может потребоваться промывка горячей водой или паром после каждой остановки линии. Игнорирование регулярной очистки приводит к уменьшению полезного объема трубы и росту энергопотребления.
Можно ли использовать один шнек для разных типов отходов (например, овощи и мясо)?
Технически это возможно, но не рекомендуется без тщательной мойки между партиями из-за риска перекрестного загрязнения и разной плотности материалов, что потребует перенастройки скорости подачи. Лучше всего проектировать линию так, чтобы разные потоки смешивались уже после первичной транспортировки в общем смесителе. Если же один шнек вынужден работать с разнородным сырьем, убедитесь, что его привод имеет запас мощности не менее 30% для компенсации изменения плотности и коэффициента трения материала.
Что делать, если в отходах попали крупные твердые предметы (кости, металл)?
Шнековые конвейеры чувствительны к твердым включениям. Обязательным этапом перед шнеком должна стоять стадия грубой сепарации (магнитная сепарация для металла и грохочение для крупных костей/камней). Если предмет все же попал внутрь, современное оборудование с частотным приводом должно автоматически реверсировать вал при скачке тока, пытаясь вытолкнуть препятствие. Если это не помогает, срабатывает аварийная остановка. Попытка “продавить” пробку путем увеличения мощности приведет к разрушению витка или поломке вала.
Заключение и следующие шаги
Шнековый конвейер в системе переработки органических отходов — это не просто транспортная артерия, а активный участник технологического процесса, влияющий на качество конечного продукта и общую эффективность завода. Ошибки на этапе выбора или эксплуатации этого узла могут нивелировать преимущества даже самого современного биореактора. Успешная реализация проекта требует комплексного подхода: от правильного подбора материалов и геометрии витка до интеграции в систему автоматического управления. Компании, которые уделяют внимание деталям транспортировки, получают стабильный выпуск высококачественного белка и биоудобрений при минимальных операционных затратах.
Если вы планируете модернизацию существующей линии или строительство нового завода по переработке отходов, не полагайтесь на типовые решения. Каждый вид сырья уникален и требует индивидуального инженерного расчета. ООО Чжэнчжоу Фуя Экологическое Оборудование готово предложить вам полный цикл услуг: от аудита текущего состояния и разработки технологической схемы до поставки, монтажа и пусконаладки оборудования. Мы обладаем собственным производством шнековых систем, адаптированных специально для работы с агрессивными органическими средами и интегрированных с системами выращивания личинок.
Не позволяйте проблемам с транспортировкой тормозить развитие вашего бизнеса. Свяжитесь с нашими инженерами сегодня для получения консультации и расчета стоимости оборудования под ваши задачи. Мы поможем подобрать оптимальное решение, которое обеспечит надежность и рентабельность вашего производства на долгие годы. Комплексные решения для переработки органических отходов доступны уже сейчас — сделайте шаг к эффективной и экологичной экономике.